
Nilalaman
- Ang Wika ng Mechanical Engineering
- Pangunahing Disenyo ng Die at Bumuo ng Terminolohiya
- Stamping Press
- Pindutin ang Stroke
- Laki ng Die
- Castings
- Detalye ng Die
- Paggiling at Machining
- Core na Disenyo
- Blangkong Guhit
- Trim Die
- Mag-trim Steels
- Kagamitan sa Pierce
- Die Cam
- mga tanong at mga Sagot
Si Jason Marovich ay nagtatrabaho bilang isang draftsman at CAD operator mula 1990 - 2005 sa larangan ng automotive engineering.

Ang Wika ng Mechanical Engineering
Mayroong isang uri ng pseudo-wika na binuo sa industriya ng metal na panlililak. Para sa layperson, hindi pa naliwanagan kung paano ginawa ang mga bahagi ng sheet metal, ang pakikinig sa isang tao na pinag-uusapan ito ay maaaring tulad ng pakikinig sa isang taong nagsasalita ng banyagang wika.
Ang patnubay na ito ay isinulat upang matulungan ang mga nais malaman kung ano ang pinag-uusapan ng mga inhinyero at mga manggagawa sa pabrika kapag tinatalakay nila ang sheet metal stamping at ang mga makina na nagsasagawa ng mga proseso ng panlililak, pagbubuo, pag-trim, pag-flang, pagbutas, at restriking sheet metal.
Ang Die engineering ay isa sa mga sining na nangangailangan ng maraming taon upang lubos na maunawaan. Hindi bababa sa isang krudo na kaalaman sa metalurhiya, mga sistema ng presyon, pagpapakete ng bakal, at paghahagis ng bakal ang lahat ng mga tool na namatay na taglay ng mga taga-disenyo at tagabuo.
Ang teknolohiyang computer ay binigyan ang layperson ng isang paraan upang matingnan ang mga three-dimensional na modelo ng mga stamping press at namatay. Ang mga programang virtual na disenyo ay mahalaga sa pagpapahintulot sa iba na sundin ang isang mamatay sa pamamagitan ng iba't ibang mga yugto ng disenyo at pagbuo nito. Ngunit, kung wala kang ideya kung anong mga sangkap ang iyong tinitingnan o kung anong layunin ang kanilang hinahatid, magkakaroon ka ng problema sa pagsunod sa mga paliwanag ng sinuman sa makina, dahil lamang sa maraming mga pangalan at salitang ginamit sa mechanical engineering ay hindi alam ng taong hindi nagtagal sa pagkakalantad sa industriya ng metal na panlililak.
Para sa isang mas pangunahing panimula sa sheet metal stamping sa industriya ng automotive, mangyaring basahin ang "Namatay ang Stamping: Isang Pangunahing Pagpapaliwanag ng Metal Stamping Dies. "Ang patnubay na iyon ay idinisenyo upang matulungan ang mga tao na maunawaan ang pinaka pangunahing mga konsepto ng kung paano ang isang bahagi ng sasakyan na gawa sa sheet metal ay mula sa konsepto hanggang sa produksyon at kumikilos bilang isang pang-edukasyon na nangunguna sa artikulong ito.
Pangunahing Disenyo ng Die at Bumuo ng Terminolohiya
Ang mga sumusunod na termino ay ayon sa pagkakasunod-sunod ng pagiging kapaki-pakinabang; iniutos silang tulungan ang sinumang hindi pamilyar sa mga uri ng mekanikal na mamatay at ang kanilang aplikasyon bilang mga tool upang makagawa ng mga naselyohang bahagi ng metal.
Stamping Press
Ito ang makina na nakakabit ang isang tapos na set na die. Ang ilalim ng isang pindutin, o ang base, ay nakatigil. Ang itaas na ram ay naglalakbay pataas at pababa, at nagbibigay ng presyon na kinakailangan upang mabuo o hawakan ang lugar ng metal sa ibabang kalahati ng mamatay, na naka-mount sa nakatigil na base. Ang kasapi sa itaas na mamatay ay naka-mount sa tupa, sa gayon ay naglalakbay pataas at pababa kasama nito.
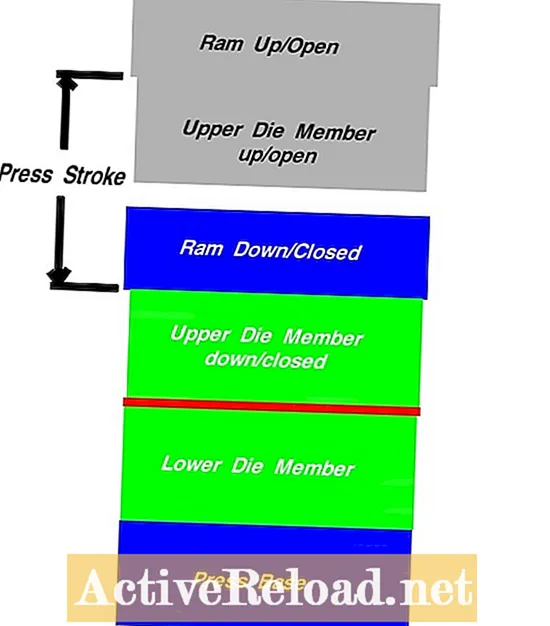
Pindutin ang Stroke
Ang tupa ng isang press ay nagpapatuloy hanggang sa mas mataas na miyembro ng die ang sarado sa mas mababang miyembro ng die. Pagkatapos ay babalik ang tupa, binubuksan ang mamatay at pinapayagan ang natapos na bahagi na alisin. Ang isang bagong blangko pagkatapos ay inilalagay sa die. Ang bawat pataas at pababang ikot ay nagagawa sa parehong mga pagtutukoy na nakasalalay sa uri ng pindutin. Ang distansya ng paglalakbay ng ram alinman sa pataas o pababa ay ang press stroke.
Ang mga mas malalaking pagpindot ay karaniwang may mas malawak na distansya ng press stroke. Ang isa pang mahalagang kadahilanan ng press stroke ay stroke bawat minuto. Ang magkakaibang pagpindot ay may magkakaibang pagkakaiba-iba ng bilis, at dalawang kadahilanan, ang distansya ng press stroke at pindutin ang mga stroke bawat minuto, ay isinasaalang-alang maingat bago magsimulang magtrabaho ang mga die engineer sa mga dies na mai-mount sa press carriage at ram.
Laki ng Die
Ang mga sukat na ito sa pangkalahatan ay tumutukoy sa itaas at mas mababang mga plato — ang natitirang mga bahagi ng mamatay ay naka-mount sa. Ito ay alinman sa mga die set na gawa sa bakal o sapatos na cast iron. Ang bakal ay mas mura kaysa sa bakal, kung kinakailangan ang isang malaking mamatay, mas malaki ang posibilidad na ito ay gawa sa bakal. Ang mas maliit na mga set ng die ay gawa sa bakal at madalas na ibinebenta bilang kumpletong mga die set na may mga gabay na pin at mga mounting slot o butas na ibinigay. Ang mga sukat ng isang mamatay ay may kasamang pangkalahatang (o.a.) laki ng mamatay at laki ng itinakdang mamatay. Kung ang isang pang-itaas na sapatos na bakal ay 50 mm makapal at 1200 mm ang haba at 800mm ang haba ang mga sukat ay magiging ganito: 50 x 1200 x 800. Ang cast die ay madaling idinisenyo sa anumang laki samantalang ang mga steel die set ay ibinebenta sa iba't ibang laki, pagpili ng ang tama ay minsan ay maaaring magpatunay ng isang hamon.
Castings
Kapag ang isang pagpapasya ay nagawa na magdisenyo ng isang die mula sa bakal, ang mga bahagi ng die ay tinatawag na castings. Hindi kasama rito ang mga karaniwang item tulad ng mga die punch o safety block, na karaniwang gawa sa bakal. Ang iron castings ay hindi natapos na metal na maaaring makina sa iba't ibang mga lokasyon kung saan kinakailangan ang isang malinis na ibabaw (ibig sabihin, isang mounting ibabaw).
Ang pagdidisenyo ng mga cast ng ay nangangailangan ng engineer upang isaalang-alang ang bigat, lakas ng pader, laki ng core, at gastos. Kapag naaprubahan ang isang disenyo ng casting, hinila ito, o pinaghiwalay, mula sa pangkalahatang disenyo at binigyan ng sarili nitong file ng computer. Ang file na ito ay ipinadala sa isang pandayan kung saan ibinuhos ang bakal sa eksaktong mga pagtutukoy na ibinigay sa kanila ng pinagmulan ng disenyo. Kapag ang bakal ay lumamig, ang isang magaspang na disenyo ng tatlong-dimensional na disenyo ay handa na para sa karagdagang trabaho ng mga machinist.
Detalye ng Die
Karaniwan itong mga casting na hinila mula sa pangkalahatang disenyo, tulad ng inilarawan sa itaas. Ngunit, maaari nilang isama ang mga sangkap ng bakal. Kailan man ang isang pagguhit o modelo ng 3D ay makakatulong sa mga tagabuo na mas mahusay na makita, o maunawaan, ang isang disenyo, maaaring hilingin ng isang kumpanya ng gusali ang magkakahiwalay na mga layer o mga file na magpapahintulot sa kanila na tingnan ang anumang pangunahing bahagi ng mamatay nang magkahiwalay. Ang isang itaas na die pad, halimbawa, ay mai-cast at makina mula sa materyal (mga file, mga blueprint) na ipinakita hindi lamang sa pag-set nito sa die, ngunit magkahiwalay din.
Paggiling at Machining
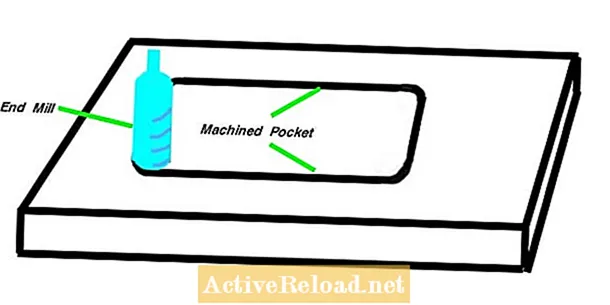
Ang kilos ng pagtatapos ng isang ibabaw ay tinatawag na machining. Ito ay madalas na nagagawa sa isang umiikot na pamutol ng metal, na tinatawag na isang galingan. Maaaring gamitin ang Mills upang gupitin ang mga bulsa sa bakal o bakal, lumikha ng mga natapos na ibabaw sa masikip na pagtutukoy, at sundin ang mga landas na naka-program sa computer nito na pinapayagan silang makina ang malalaking ibabaw nang maraming oras nang hindi humihinto.
Sa pigura sa itaas tandaan ang mga bilugan na sulok ng bulsa na na-machining. Maliban kung mayroong isang run-out - isang paraan para sa landas ng pamutol upang hindi ma-block habang tinanggal o lumilipat sa susunod na operasyon nito - ang mga sulok ay bilugan sa parehong radius tulad ng pamutol. Ang mga tool na ito ay hindi maaaring gumawa ng mga parisukat na sulok, ngunit may mga tool sa pag-burn ng kawad at iba pang mga pagpipilian para sa paggawa nito.
Core na Disenyo
Ito ay tumutukoy sa kasanayan sa mga inhinyero sa disenyo ng gamit upang magaan ang metal. Iyon ay, ang isang solidong bloke ng bakal ay maaaring mapaso (magaan sa pamamagitan ng pag-aalis ng ilan sa bakal), hangga't hindi nito ikompromiso ang lakas ng bakal sa loob ng mamatay. Ang dalawang mga benepisyo ng pagdidisenyo ng isang mamatay na may isang intelihente na pangunahing plano (maraming beses sa mga pamantayan ng coring na ibinigay ng entity na humiling ng bahagi) ay kahusayan sa gastos sa bakal at sensibilidad ng mamatay sa timbang.
Blangkong Guhit
Ito ang operasyon na isinagawa ng draw dies. Ang mga namatay na ito ay karaniwang una o pangalawang mamatay sa anumang lineup ng die. Ang isang hindi nabuo na sheet metal na blangko ay na-load sa die at nabuo sa mga pagtutukoy na ibinigay sa bahagi ng file ng data. Gumuhit ng namatay gumamit ng presyon upang mabuo ang metal. Ang isang lumulutang na mas mababang pad, na pinapatakbo ng isang sistema ng presyon sa ibaba nito, ay isang mahalagang bahagi ng anumang draw die.Ang pad na ito ay maaaring magamit upang mabuo ang metal laban sa itaas na suntok o maaari itong magamit bilang isang 'singsing' upang mahawakan ang metal habang bumababa ang suntok at nabubuo ito.
Trim Die
Ang ganitong uri ng die ay dinisenyo na may pagtuon sa pagbawas ng mga hindi ginustong metal sa isang bahagi. Maaaring i-implement ang trim dies upang maputol ang malalaking butas, tulad ng pagbubukas ng window. Ang pagpuputol sa isang natapos na linya ng trim ay minsan nagagawa na may higit sa isang trim die sa lineup. Gagawin ng mga tagadisenyo ang kanilang makakaya upang makuha ang lahat ng mga pangunahing pagpapatakbo ng pagbabawas sa isang pagkamatay, ngunit kung minsan ay hindi posible.
Mayroong tatlong pangunahing uri ng trim:
- Magaspang na pagputol: Pagputol ng materyal upang makakuha ng kahusayan o pag-access sa susunod na operasyon, ang pangwakas na trim.
- Pangwakas na Pag-trim: Ito ang operasyon kung saan ang bahagi ay ginagupit sa huling hugis nito.
- Panloob na pagputol: Karaniwan na mas kasangkot at nangangailangan ng isang plano ng layout ng trim steel, ito ang kilos ng paggupit ng mga bukana na matatagpuan sa loob ng huling linya ng trim.
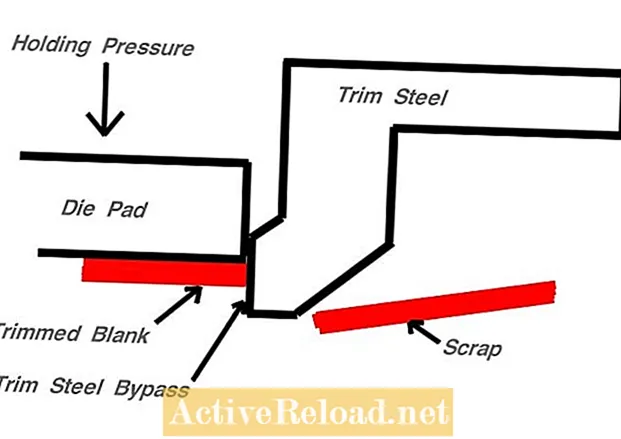
Mag-trim Steels
Ang mga napapamahalaang bakal na bahagi ay may isang mounting ibabaw at isang trim talim. Ang mga talim na naka-mount sa isang itaas na mamatay o cam ay kumikilos tulad ng tuktok ng isang pares ng gunting. Kapag dinala sila sa metal, nakasalubong nila ang isang mas mababang bakal na gumaganap bilang mas mababang panga ng isang pares ng gunting. Ang mga bakal ay ipinasok nang bahagya sa metal, sapat upang mapalampas ang kapal ng metal nito. Ang sheet metal na nahuhulog mula sa linya ng trim pagkatapos ng pagbabawas ay tinatawag na scrap.
Kagamitan sa Pierce
Kapag ang mas maliit na mga bukana, tulad ng bilog o parisukat na mga butas, ay kinakailangan sa isang panel, isang die punch ang ginagamit (naka-mount sa isang retainer ng die, na kung saan, naka-mount sa isang pagsasara ng ibabaw na ibabaw). Ang mga pinatigas na bakal na suntok na ito ay maaaring pahigpitin upang ang isang solong suntok ay makakaligtas sa buong pamamaraan ng panlililak, kung minsan ay sampu-sampung libong mga stroke. Karaniwang tumutukoy ang kagamitan sa Pierce sa lalaking suntok, babaeng die button, at mga mounting retainer.
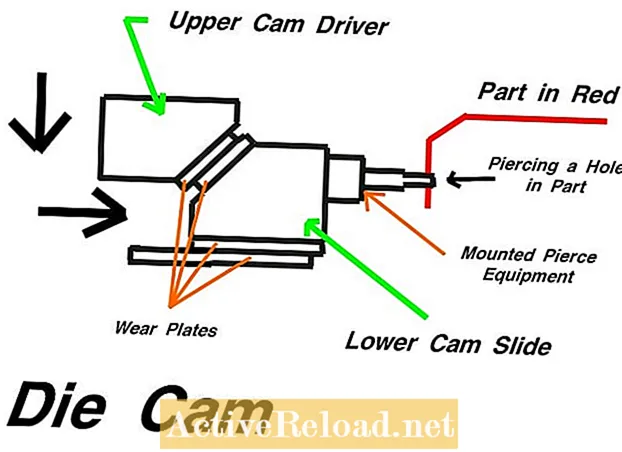
Die Cam
Ito ay isang aparato na mekanikal (tingnan ang diagram sa ibaba) na nagpapahintulot sa isang pagpapatakbo na mamatay upang maisagawa sa isang paraan na iba kaysa sa tuwid na pataas at pababa. Ang isang anggular na ibabaw ay maaaring makina sa ibabaw ng isang mamatay upang mapaunlakan ang isang cam slide, ang kalahati ng cam na talagang makakilos sa isang mas pahalang na paraan. Ang angular na ibabaw ng driver ng cam ay nagsara sa angular na ibabaw ng cam slide, na naging sanhi ng pagdulas ng mas mababang kalahati sa isang naibigay na direksyon. Ang isang suntok, halimbawa, naka-mount sa mukha ng cam slide ay maaaring maipindot ng drayber ng cam upang masuntok nito ang isang butas nang pahalang sa sheet metal.
Malinaw na, tulad ng mga may interes sa disenyo ng die na matuto nang higit pang mga advanced na proseso ng mamatay, malantad sila sa maraming at mas bagong mga terminolohiya. Dahil ang pagmamanupaktura ng bahagi ay nangangailangan ng napakaraming tao sa iba't ibang mga sining upang makisali, mayroong isang pagkakataon para sa higit na mapaghangad na malaman hindi lamang ang bokabularyo sa kanilang sariling larangan, ngunit sa bawat isa ring mga pantulong na proseso.
Maunawaan ng isang mahusay na bilugan na engineer ng pagmamanupaktura ang paglalakbay na kinakailangan ng isang sheet na metal na blangko upang makarating sa natapos na produkto. Ang makinarya na binuo upang makagawa ng mga bahaging ito ay dumadaan sa isang proseso tulad ng kahalagahan sa inhinyero na nais na makipag-usap tungkol sa bahagi ng pagmamanupaktura sa lahat ng mga antas.
Ang artikulong ito ay tumpak at totoo sa abot ng kaalaman ng may-akda. Ang nilalaman ay para lamang sa mga layuning pang-impormasyon o aliwan at hindi kapalit ng pansariling payo o payo sa propesyonal sa mga usapin sa negosyo, pampinansyal, ligal, o panteknikal.
mga tanong at mga Sagot
Tanong: Ano ang isang tagapag-alaga ng "Jalicoal"? Wala akong ideya kung paano ito baybayin. Jollicko?
Sagot: Ang pangalan ng kumpanya ay si Jolico. Maaari mong hanapin at mag-order ng kanilang mga bloke ng tagapag-alaga sa kanilang pamantayan na libro.
 at Ano ang Ginagamit Nila?")
